

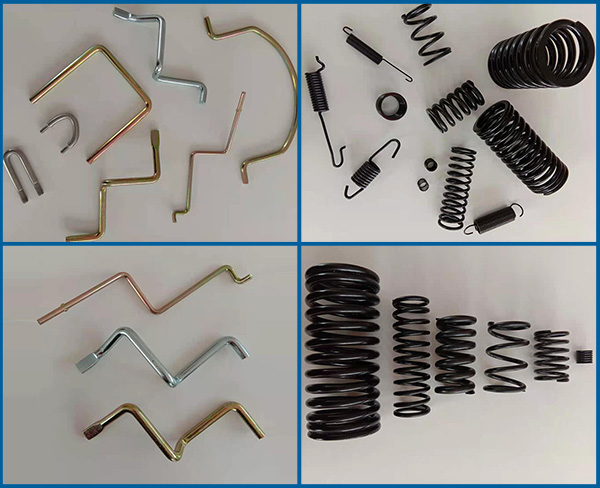
按键弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。亦作“弹簧”。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异型弹簧等。公司一直贯彻以产品质量和客户服务为己任,用好的服务态度来满足国内外客户的需求,建立了与客户、供应商之间的长期良好发展关系。






弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。
弹簧加工的注意事项重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。对于H0/D2值较大的多股簧,在热处理时应注意其变形问题,考虑是否穿芯轴且应注意摆放方式,选用适宜的热处理设备。在可进行修复条件下,可进行多次回火和热压以达到目的。弹簧表面处理一般进行磷化处理即可,也可进行其它处理。凡要进行镀层为锌与镉时,电镀后应进行除氢处理,除氢后抽3%(不少于3件)复试立定处理,复试中不得有断裂。弹簧应清除表面脏物、盐痕、氧化皮,方法可采用吹砂清洗的办法,但不能采用酸洗。



 在线客服
在线客服 13645550554
13645550554


